
Using a Taper Shank Drill Bit on a radial arm drill press requires proper insertion, drift selection, and speed control. This step‑by‑step tutorial covers cleaning the Morse taper socket, seating the bit with a single firm push, matching the tang to the drift slot, and removing the bit without damaging the spindle. We also discuss why TIR (total indicator reading) matters on radial drills and how to avoid taper spinning under high torque.
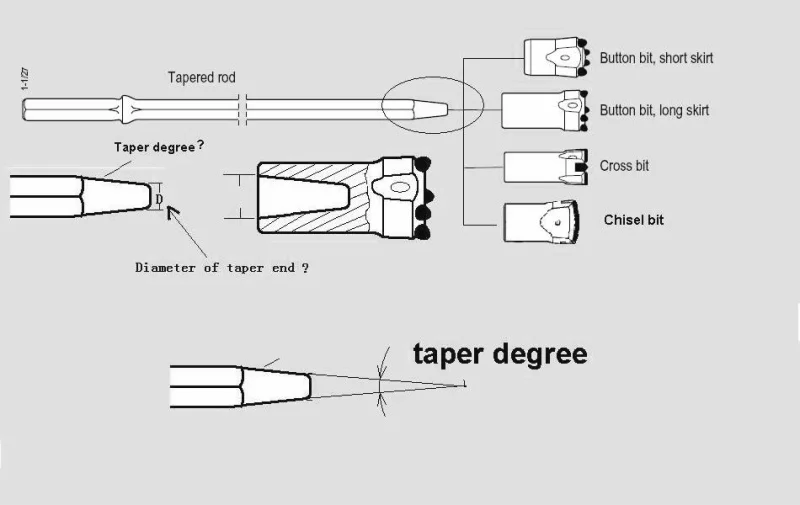
Tapered pentagon socket and bit set specification:
| Name | Tapered pentagon socket and bit set |
| Material | Steel & Carbide |
| Type | Chisel/Cross/Button Bits |
| Application | Mining,Quarrying,Ground Engineering,Tunnel Project |
| Advantage | 1.High Quality & Competitive Price 2.China Top 3 Manufacturer 3.Good After Service |
| Certification | ISO9001 |
| Package | 1pc/Opp Bag,50pcs/Plastic Box |
| Delivery | Usually Within 30 Days(10 Days with Stock) |
| Payment Term | TT/Western Union/LC |
| MOQ | No Request With Trial Order |

The defining feature of a Morse Taper Drill Bit is the conical shank (MT1, MT2, MT3, MT4, MT5). Unlike a straight shank, a Morse taper utilizes the wedge principle. When the male taper of the bit is seated into the female socket of the spindle, the friction bond is so strong that it transmits high torque without a drawbar (though drawbars are often used for safety on larger sizes like MT3 and above).
Self-Holding vs. Self-Releasing: Morse tapers are "self-holding." The deeper they are seated, the tighter they grip.
Removal: A drift (wedge) is inserted through a slot in the spindle to break the friction seal.
A common point of confusion in SEO is the distinction between Taper Shank Drill Bits (MT shank) and Taper Length Drill Bits (long flute length).
Taper Shank: Refers to the mounting style (Morse taper). Used for high torque.
Taper Length: Refers to the flute length, typically 8x to 12x the diameter (longer than a jobber but shorter than an aircraft extension).
Standard HSS (often referred to as M2) is the most common material for general-purpose taper bits.
Composition: Carbon, Chromium, Vanadium, Molybdenum, and Tungsten.
Performance: Good toughness, resists breakage in interrupted cuts.
Application: Drilling wood, plastics, and mild steels with a tensile strength
Taper Rock Bit (Carbide Button Bits): Used in mining. The steel body is forged, and tungsten carbide buttons are pressed into the gauge. These are designed for percussive drilling in hard rock (granite, basalt).
Tapered Web Thickness: A design variant where the core thickness increases towards the shank. This provides superior rigidity during deep drilling and has been shown to reduce hole diameter errors compared to standard geometries.
For high-heat applications like stainless steel, HSCo or M35 Cobalt is the industry standard.
Composition: HSS base with 5% or 8% Cobalt.
Performance: Retains hardness at red heat (up to 650°C). It is less tough than standard HSS but offers superior wear life.
Application: Drilling stainless steel (austenitic and martensitic), titanium, and high-alloy steels up to 1200 N/mm². Premium brands like Würth’s “VaryTap” utilize HSCo for blind hole applications.
This is the most critical engineering distinction in manufacturing. A CNC ground drill bit is vastly superior to a milled one. The chart below explains the quantitative differences.
| Parameter | Milled Taper Drill | Fully Ground Taper Drill | Engineering Impact |
|---|---|---|---|
| Flute Surface | Rough (Ra 1.6-3.2 µm) | Smooth (Ra 0.4-0.8 µm) | Rough flutes cause chip packing and heat buildup. |
| Concentricity (TIR) | 0.03 – 0.06 mm | < 0.02 mm | Poor TIR causes oversized holes and uneven wear. |
| Diameter Tolerance | h9 – h10 | h8 (Precision) | Tighter tolerance allows for press-fit hole accuracy. |
| Taper Accuracy | ±0.01-0.02 mm | ±0.005 mm / 100 mm | Poor taper fit leads to slippage and runout in the spindle. |
| Relative Tool Life | 60-75% | 100% (Baseline) | Ground tools last significantly longer in production runs. |
Turning: The Morse taper is turned on a lathe. This leaves visible concentric turning marks.
Flute Milling: A rotating cutter mills the helix into the blank. This process is fast but leaves "feed lines" inside the flute, acting as stress risers and friction points.
Point Grinding: Only the tip is ground.
Single Setup: The blank is loaded into a 5-axis CNC tool grinder.
Grinding: A single wheel or sequence of wheels grinds the Morse taper, the flutes, the lands (backing off the Cutting edge), and the point (including split point thinning) in one operation.
Result: Perfect concentricity. The polish on the flutes ensures chips slide out easily, reducing the risk of jamming in blind holes.
 RELATED
RELATED
This website uses cookies to ensure you get the best experience on our website.






 Phone
Phone E-mail
E-mail